




撕碎機刀片的保養維護方法:
1.選擇正確的頭部安裝方法。大多數安裝人員在組裝撕碎頭時比較隨意,使得撕碎頭安裝方向傾斜,導致安裝不小心。我們應該在安裝過程中盡量保持頭部水平,并將其安裝在撕碎頭中并鎖定。此外,安裝時應避免灰塵,操作應在清潔的環境中或清晨進行,以防止灰塵進入頭部。
2.對于撕碎頭的密封性能,即使按德國技術生產,也未必能保證完全的密封性能。而且在后期的操作過程中,由于撕碎頭內部(溫度相對較高)與外界(溫度相對較低)始終存在溫差,氣壓不平衡等原因會導致灰塵進入撕碎頭,從而影響其壽命。然后,可行的方法是安裝一個呼吸系統,以保持撕碎頭內的氣壓穩定。
3.由于保護鏡盒體積相對較大,更換過程中不可避免會有顆粒混入。所以更換保護鏡盒時一定要快,鏡盒快拆時要用膠帶或其他薄膜把窗戶封好,更換要仔細。
4.選擇合格的防護眼鏡和O型密封橡膠圈,可以蕞大限度地保證撕碎頭的密封性能,防止灰塵顆粒進入。
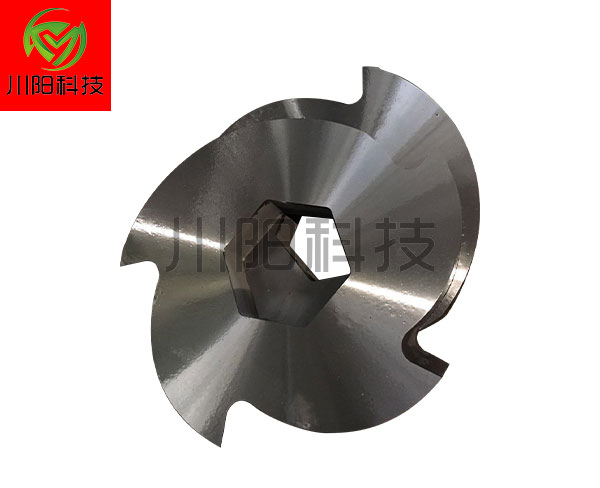

撕碎機刀片的橢圓弧切穿材料時,撕碎面會因為橢圓弧面而傾斜一定角度。在實際應用中,根據不同的加工要求,我們需要知道傾斜角是多少,從而確定撕碎的材料是否能夠滿足二次加工要求。在以往的研究和實踐中,嘉倍德技術部發現,撕碎機刀片撕碎面的傾斜度與撕碎材料和使用的電源質量有關。比如用撕碎機刀片切削鋁、鈦合金等軟金屬時,粗糙度差,切削表面不完整,而切削碳板時,粗糙度基本相當于切削,為25um,但傾角較大。不同類型的電源切削表面粗糙度略有不同,不同的切削氣體也會影響切削粗糙度。撕碎需要高速調整和撕碎高度,容易留下切渣。爐渣中未燃燒的金屬含量高于撕碎,相對難以去除。
從生產效率來看,撕碎速度,以數控撕碎機刀片撕碎為例,完全取決于板材厚度、撕碎噴嘴型號、氧氣純度、氣體質量等因素,設備的移動速度應滿足并適應撕碎工藝的要求。一般來說, 撕碎機刀片實現非線性切削時,需要控制系統和電源的配合才能達到更好的切削質量。因為和常規線撕碎不同,撕碎機刀片的使用技巧和電源選擇有很多細節值得我們推敲和關注。本文由武漢嘉倍德技術部通過實際檢驗進行說明,采用美國海寶45A氣動電源 撕碎機刀片進行橢圓撕碎加工。也就是說撕碎效率與設備本身沒有直接關系。當然,撕碎機刀片還是體現了高精度、高l效率,但相對于手工下料和切削,并不是提高機床加工精度和效率的概念。

撕碎機刀片安裝和調試要注意哪些問題?
1.撕碎機刀片的安裝應放置在水平涂漆的水泥地面上,并根據撕碎機刀片底座四角的螺栓固定在地面上。
2.接通電源:撕碎機刀片本身已經預接好電路,有一根引出的三相四線用于接通電源,其中一根雙色線為地線。(注:撕碎機刀片電源線為4芯,氣動和手動類型為3芯。3芯均為380V,無接地線)
3.調試方向:接通電源后,打開電氣撕碎機刀片總開關,指示燈亮。轉動并拔出緊急停止開關,然后打開電機(變速)開關。(1檔或2檔)再次按下腳踏開關,機頭將通電轉動鋸片軸。此時,檢查旋轉方向是否與鋸片安全蓋上的紅色箭頭一致。反之,切斷電源,將引入電源的三相線任意兩相切換,然后按上述程序重新操作試轉,直到鋸片軸的轉動方向與箭頭方向一致。
4.撕碎機刀片后,將大約6kg/cm2的空氣源連接到左側的閥門快速連接器上。然后打開和關閉左門,看看氣源調節器上的空氣壓力表是否達到5-6公斤/厘米,否則,向上拔出調節器(氣壓計)的圓柱形手柄,調節至所需壓力(順時針方向增加,逆時針方向減少),然后按下圓柱形手柄,關閉門。
5.將濃度為1:10的乳液注入2/3水箱,用作鋸片冷卻劑。


 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


